
このPCを組んだ時にはRX470だったかな?数千円の捨て値で売られていたバルクのグラボを付けたのですが、マイニングブームの時に3万円を超える値段でヤフオク!で売買されているのを見てすぐさま売却。それからは内臓グラフィックで不自由なく使用していました。
何年ぶりになるのかな? パソコンにグラボを取り付けました。
事のキッカケはパソコンの調子が悪くなり、と言うのはスリープから復帰するとwi-fiが繋がらなくなる症状がありwi-fiのUSBアダプタを差し直すとUSB系統が全てフリーズしてしまうと言う不調でした。
OSをWindows11にアップデートしても変わらず、原因は結局USBのwi-fiアダプタのドライバー設定内の「コンピュータでこのデバイスの電源を…」の設定のチェックをオフする事で直りました。
幾度かのWindowsアップデートでドライバーのデフォルト値が変更された煽りの様です。迷惑だな。

このPCは第9世代のi5なので仕立てたのは4年前かな?
メンテせずに使いっぱなしだったのでコレを機に気分転換にカスタム&メンテする事にしました。

大枚はたいたグラボをガチャンとセットしたら、
マザボとグラボをタイラップでしっかりと固定。??

デスクサイドにタイラップで固定してあるダイソーのパンチングボードに。???
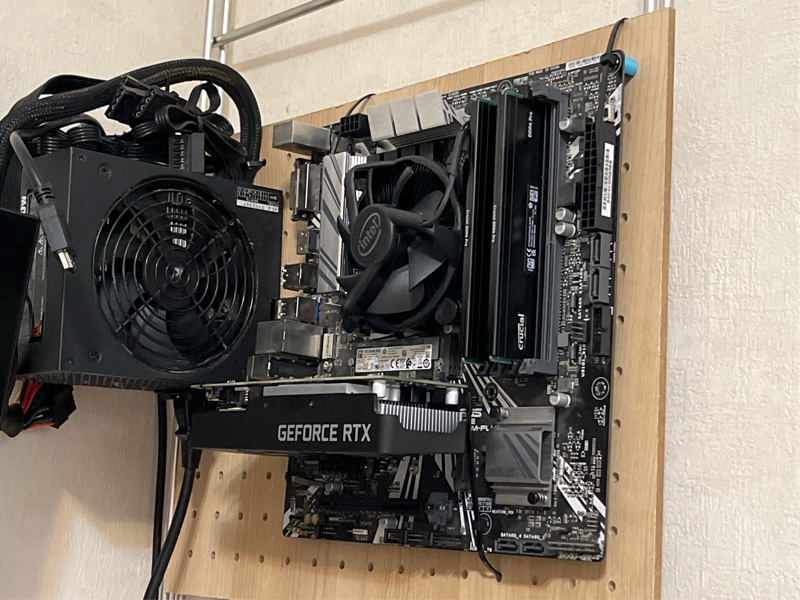
マザーボードをタイラップで固定。????

マザーボードって、タイラップが通せる穴が開いて作りがユーザーフレンドリー。????
今回は丁寧にスペーサーも噛ませました。

電源系など配線を固定して私のワークステーションの完成!再スタートです♫
少し変わってるでしょ?
PCはケースに入れると場所を取るので板のまま吊っておくと場所を取らずにイイ感じです。?? 息子にはタイラップの為の穴じゃぁないと笑われますけどね😆
次のPCの更新の時にはもう少し基盤の小さいmini-ITXにしようと思います。
CPUクーラーはアフターパーツのよく冷えるのが色々とありますが、やはり純正タイプの円形の物の方がCPUの電源系統やSSDなどの熱を持つパーツを冷やせるので安心です。コレも今回あえてIntel純正品に更新しました。
メモリも16GB→32GBに増やしました。
SSDも高速な物に交換したかったのですがあまりコスパが良くなかったので次回の持ち越し。代わりに一度クリーンインストールでもしようかな?
⚫︎グラボ
内臓630 →RTX3050 6GB LP OC
⚫︎メモリ
DDR4 2666MHz 8GB →DDR4 3200MHz 16GB XMP任せ
⚫︎SSD
Intel 660p 500GB →そのまま
バージョンアップして何か変わったか?と言えば元々不具合を感じていなかったので何にも変化無しです。(気のせいレベルで反応が早くなったかな?メモリを高速な物に変えたのが効いてるのかな?)
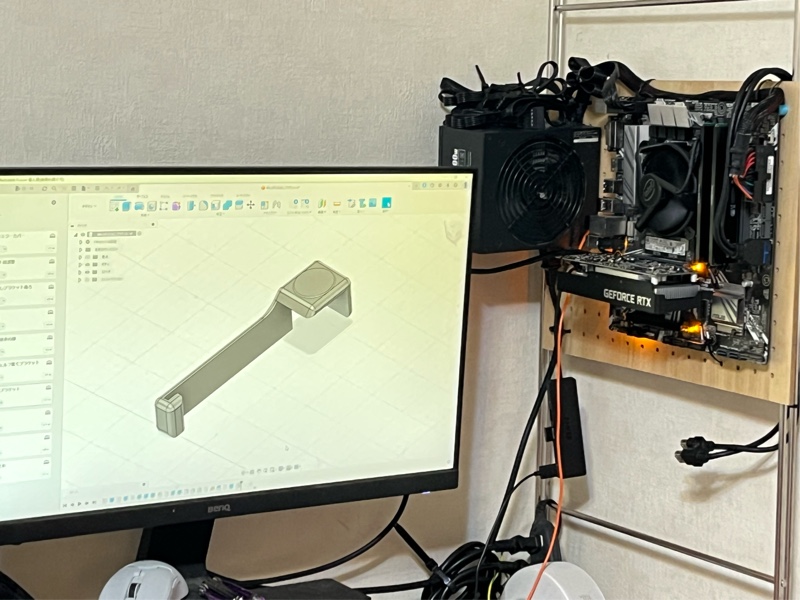
3DCADでも遊び位だと内臓グラフィックでもグラボでも変わりありませんね。(fusion360はOperaGLでは無くてDirectXです)

あ、因みに上のCADで設計していたのは、無印良品のユニットシェルフの棚に無印良品の小物収納ケースを吊り下げて引き出しにする為のブラケットです。PCデスクとしての使い方で便利で気に入ってます。

グラボ、見ていたら補助電源不要で、LPで見た目が可愛らしく、しかもGeForceってのがたまたま安かったので買っちゃいました。
23,473円から更に1,500円のクーポンが使えて、相場よりだいぶ安くなっていたので不要なのにポチってしまいました。

当然ネトフリの視聴も何の変化無しです。
4年ぶりのPCのバージョンアップでしたが最近のPCの進歩はゆっくりと言うか、もう十分なのかな?私の使い方では変化を感じることができません。

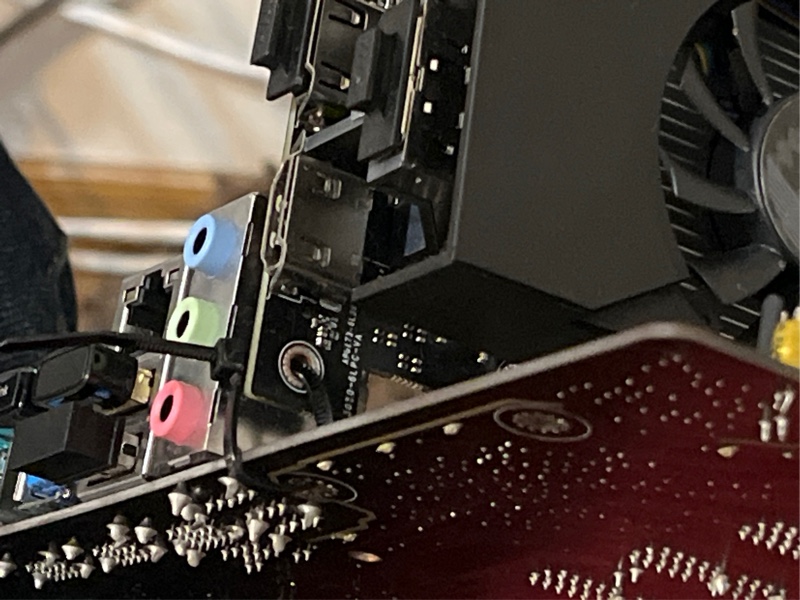
因みにこのPCの電源の入れ方は、スイッチの配線を引き出していないので適当な金属でマザーボード上のピンをショートさせるスタイルです。Youtubeで同じ事をしている人が居るのを見てビックリしましたが、多分Youtubeの人はネタでやっているのだと思います。ですが私の場合はリアルです。笑

NV350の方は、今日湘南の車検場で「不合格」
を頂いて意気消沈、帰ってきました。
不合格の内容は「シャックルが純正品ではない為」だそうです。←私が交換したんだからそんなコト知っとるワ!
もう何年も前に車高が上がるシャックルに交換して、毎年そのままユーザー車検を通っていましたが落とされるのは初めてです。
交換してから車検を受ける事2年で2回、都度0番ラインに呼ばれて車高の計測とかさせられましたが、ショックアブも変わってるからガス圧の影響で車高も変わるからね。とか検査員さんとのやりとりもありながら口約束的な公認(履歴も入力してくれていた筈)だったのですが?←今までそんな感じでした。
それ以降は0番に入れられる事もなく検査を通通過していたのですが、去年はボソボソと小言を言われ、今年は久しぶりに0番ラインに呼ばれ挙句「不合格」とされました。コレ絶対ジムニー事件の影響で厳しくなってるんですね。
その前にも運転席助手席のガラスに透明の断熱フィルムを貼っていて、透過率は下がっていましたが毎年ユーザー車検ではお咎め無しで通っていました。しかし色付きの遮熱フィルムが問題?になったのと時を同じくして車検が厳しくなって、お目溢しが無くなり剥がさないと合格が貰えなくなってしまいました。。
ルールには変更は無いのですが、社会の事情に合わせて運用が変化するのを実感します。
(個人的には迷惑です)

今日はラインに入ったらラウンドの切り替わりの時間になってしまい、ライン上で長時間待たされるし、、

0番に行けば前にはデカイのが居て進まないし、

0番に入れば話し掛けられもせず長時間待たされて、後続は長蛇の列になっちゃってなんだか気まずいし。。
仕舞いに不合格だし最悪でした。
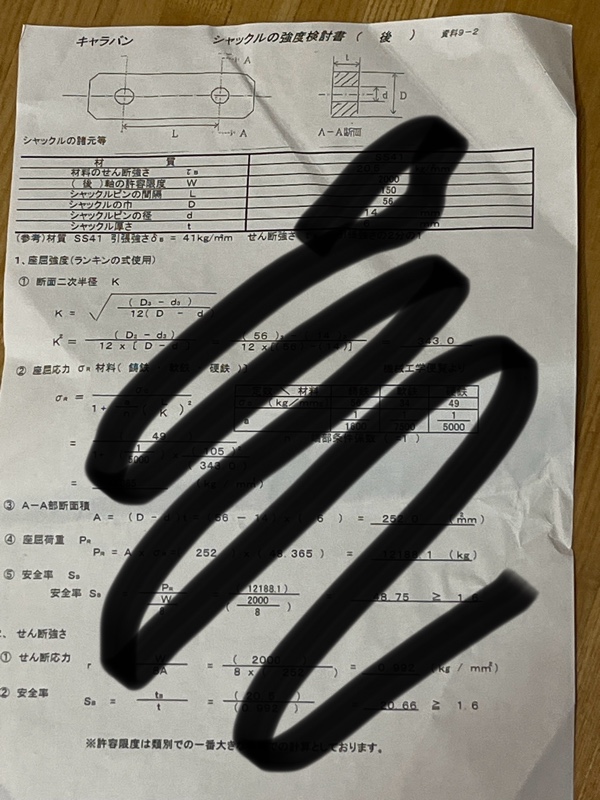
車高アップのシャックル自体は車検対応品で強度検討書は貰っているので、自分で申請書を書いて公認車検にしてみるかな?

少し調べるとシャックルの変更は(7)-② に該当するらしい。

という事はこの緑の欄に〇のある書類を持って来いって事だね。
殆どの項目はバイクで制動装置の改造申請で書いた事があるので何となく大丈夫そう。
最大安定傾斜角度 は車高を上げた事によっての車両の安定性を証明する書類に成るのだろうけど、ちゃんとやったら多分難しくなるので、、、、
シャックルを交換してもリーフスプリングのヘタリで実際の車高は変わりません。とすれば省略が出来るんじゃないかな?なんて、なかなかいい考えかな!?甘いかな?
公認車検にでもチェレンジしてみるかな??
経験がある方がおられましたらお力をお貸しくださいませ。_(._.)_
という事でキャラバンは今の車検が切れたら暫く不動車となる事に成りました。 あー面倒。。
あ、NIAASN と HONDA が経営統合だか何だかで少し騒がしいですね。
NISSANは言わずもがな倒産寸前。ルノーに拾われてゴーンが来たときよりも株価が低迷していたので、はたから見るよりも内部は厳しいと想像が出来ます。しかも北米では低信用者(移民の人など)に高利率で車を販売するサブプライム自動車会社との認識を得る程にブランドが失墜しているとか。もう廃業するのでは?とまで言われているそうです。
対して2024年の現状ではキャッシュに余裕があるHONDAですが、北米に設置したLGとの合弁会社の「L-H Battery Company」が来年の2025年から40GWhにも及ぶ大量のリチウムイオン電池の生産を始めます。この40GWh リーフの40KWhで例えると100万台分の容量に相当すると聞けば規模が分かるかと思います。
プレスリリース https://global.honda/content/dam/site/global-jp/news-new/cq_img/2023-new/01/c230113b_link.pdf
このリチウム電池は安全性に疑問が有るらしくGMは途中で降りました。コスパがあまり良く無いらしい、、競争力が弱いらしい、、計画時にはHONDAは大量の電池の確保が必要な計画であった、、的な背景で今に至る様です。
この今となってはイカントモシガタイ このリチウムイオン電池ですが、HONDAが全量買い取りの契約になって居るので、HONDAは来年から電池の買い取りを実行しどこでも良いので早急に販売先を確保しなければならないと言う大変な事情を抱えていたりするそうです。
なんでそんなに無謀な契約をしたのか? 経産省が絡んでいるとかいないとか。
なので日産のルノーからの離脱と今回の救済?HONDAとの統合? 裏では経産省が下手に糸引いてるとかいないとかって話しだそうですね。
取り敢えず「不自然」ですよね。
日産は戦勝国で植民地文化のフランス政府を敵に回して、かつ株を握られているのでホンハイの件含めて前途多難な気がします。
自動車会社は大変そうですが私も大変。
 このPCを組んだ時にはRX470だったかな?数千円の捨て値で売られていたバルクのグラボを付けたのですが、マイニングブームの時に3万円を超える値段でヤフオク!で売買されているのを見てすぐさま売却。それからは内臓グラフィックで不自由なく使用していました。
このPCを組んだ時にはRX470だったかな?数千円の捨て値で売られていたバルクのグラボを付けたのですが、マイニングブームの時に3万円を超える値段でヤフオク!で売買されているのを見てすぐさま売却。それからは内臓グラフィックで不自由なく使用していました。


















 境界地によく有るこのスチールフェンスですが、柱が折れ易く、転けそうになって体重を掛けたらポキッと逝ってしまいました。。
境界地によく有るこのスチールフェンスですが、柱が折れ易く、転けそうになって体重を掛けたらポキッと逝ってしまいました。。

















 風呂の扉の取手が折れてしまいました。。
風呂の扉の取手が折れてしまいました。。













 3Dデータをエクスポートして、3Dプリンターのソフトで読み込み。
3Dデータをエクスポートして、3Dプリンターのソフトで読み込み。





 今回はこちらの整備手帳 https://minkara.carview.co.jp/userid/2092714/car/3198268/7983202/note.aspx にて、キャブのジェットとエアジェットのルートを辿りましたが、その関係について少し書きたいと思います。
今回はこちらの整備手帳 https://minkara.carview.co.jp/userid/2092714/car/3198268/7983202/note.aspx にて、キャブのジェットとエアジェットのルートを辿りましたが、その関係について少し書きたいと思います。




















