
今日はフライス本体の調整をしていきます。
まずはスピンドルとの平行調整します。
一応はJIS規格通りにしますがバイスが1000分台の精度で出来ているので設置してから調整しました。
何気にピッタリ100分台です。
次にY軸方向
バイスの端面で測定します。

バイスをトントンしながら調整しました。
こちらも100分台までの精度で完了としました。
次にZ軸の垂直を測定しますが、調整しようが有りませんでした。。。
次にバックラッシュを全軸を測定してソフトでパラメータ補正します。
XY Z軸ともにバックラッシュ0.02mmでした。
ボールネジがC7級だし。まずまず良いでしょう。
作業が前後しますが
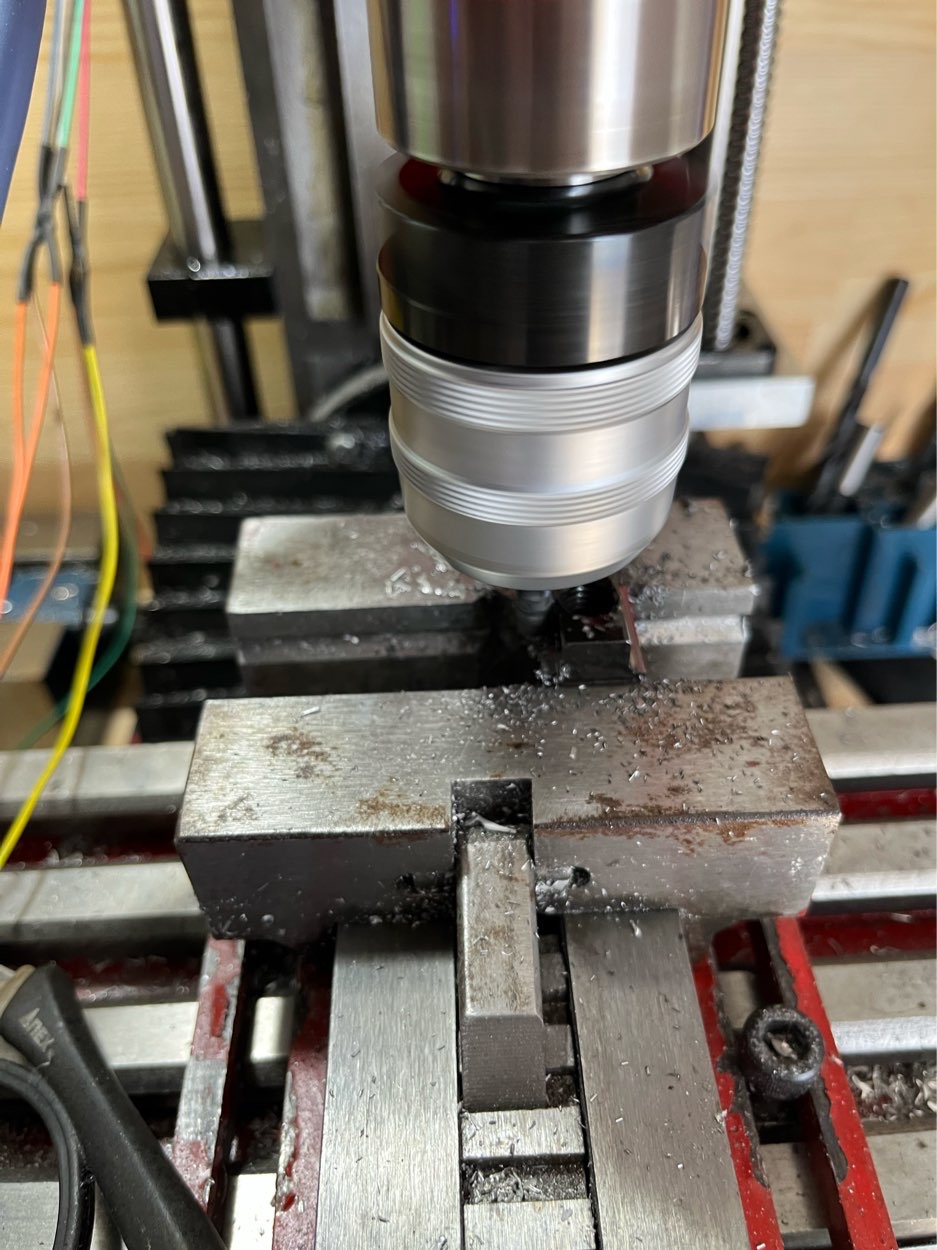
T型ナットを交換したいんですが多少寸法が合わないので削ります。

材質はSCM435いわゆるクロモリです。
硬い材質ですが切削はしやすいんですよ。
超硬エンドミル6mm、回転数を800rpm切込0.5mmの手送りで切削しました。
これまでの改造成果もありヘッドはピクリとも振動せずです。
今まではアルミなら何とか条件下げて切削できましたが、これからは鉄も削れそうです(^^)
ようやくハチロク部品が作れそうな気がしてきました。
次回は試験切削ついでに部品を削り出しをしてみよう(^^)
今日はここまで。
ブログ一覧 | 日記
Posted at
2021/10/31 19:13:28
 今日はフライス本体の調整をしていきます。
今日はフライス本体の調整をしていきます。








