
切り子を出そうと6面加工に入ったのですが、カッタマークがちょっとひどい感じ。
ということで、カッターチップの高さをチェックしてみました。
といっても、ありものの道具でのチェックですので大変と言えば大変。(笑)
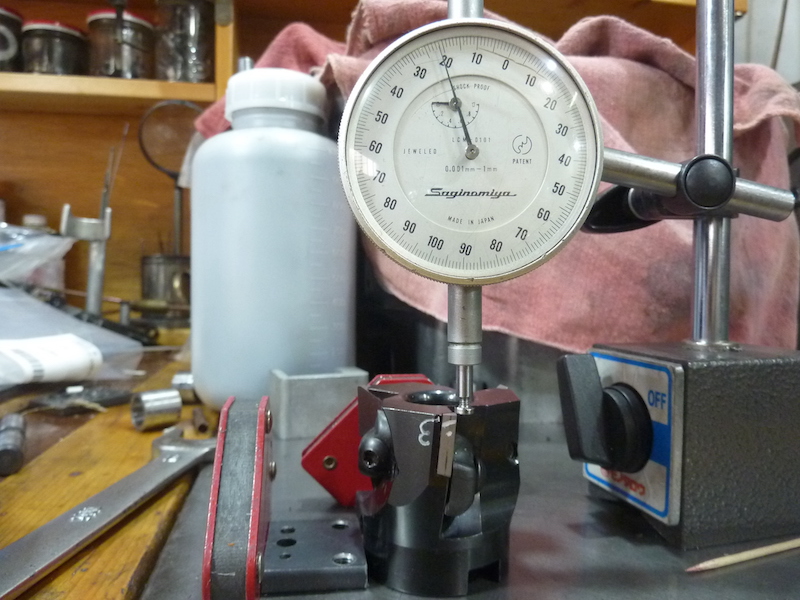
1/1000のダイヤルゲージにフラットな自作測定子をくっつけ、機械上で測定。
カッターを逆回転で測定子の上を滑らせ最大の振れを記録します。
って測定子の平面を水平にはセットできんので、測定はエッジ部になるわけで、ばらつきを少なくする為5回ほど測定し平均を出しました。
No1を基準とするとNo2が+2μm、No3が+6μmという結果。
しかし、インサートは、それほど使っとらんのだけど・・・・

念のために軸の振れもチェック。
こちらは1μm程度でOK(多分測定誤差というところかな?)

インサートを取り替えたり、取り付けをチェックしたりして・・・・
どうにかバラ付きを2μ以内に納めることができました。
ばらつきの原因は、思うに、インサートの取り付けがピシッと収まっていなかった感じです。

で、仕上がりはどうかと試し切り。
下側に比べてカッタマークがだいぶ綺麗になったと思います。

しかし、こんなことで半日遊んだのですけどね、ヘッドを片手で強く下に押さえつけるとダイヤルゲージの針が5μぐらいは動くのですよ。軸を押しても3μは動く。
なので、測定はベルトを掴んでスピンドルを回したのですが、ゴムの弾性も感じちゃったりして結構ムズイ測定ではありました。
Posted at 2021/10/29 23:09:10 | |
トラックバック(0) |
Machine and tools | クルマ













