 アレを作るのにロングタップが必要なんですが特殊工具になる為一気にお高くなるし入手経路もちょっとややこしくなる・・・・・ってことで市販品を改造?しました(爆)
アレを作るのにロングタップが必要なんですが特殊工具になる為一気にお高くなるし入手経路もちょっとややこしくなる・・・・・ってことで市販品を改造?しました(爆) 卓上旋盤でも一応ネジ切りが出来るようなのでやってみることに。
卓上旋盤でも一応ネジ切りが出来るようなのでやってみることに。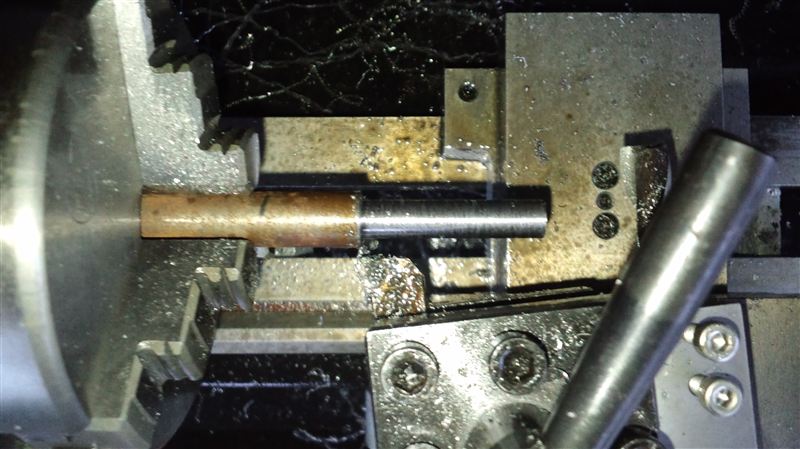





 晴れていればメインパソコンを部屋からだしてエアブローしてやりたいのですが雨なのでパス。
晴れていればメインパソコンを部屋からだしてエアブローしてやりたいのですが雨なのでパス。




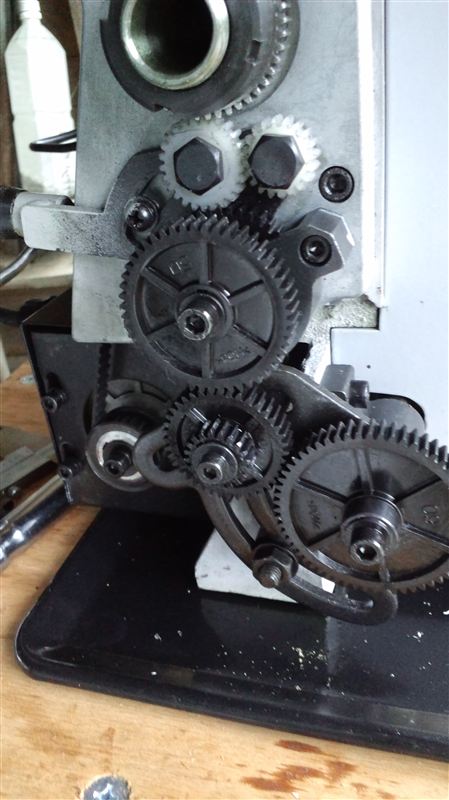
 昼からは雨が本降りになりだしたので卓上旋盤(笑)
昼からは雨が本降りになりだしたので卓上旋盤(笑)







 エンドミル、それはフライス盤に取り付ける刃物で刃物を回転させ品物を削るヤツです。
エンドミル、それはフライス盤に取り付ける刃物で刃物を回転させ品物を削るヤツです。
















|
タイヤ大径化について カテゴリ:その他(カテゴリ未設定) 2025/04/07 11:18:26 |
 |
|
ベルト交換(但し現状戻し) カテゴリ:その他(カテゴリ未設定) 2024/09/23 20:27:45 |
 |
|
0円リアブレーキ強化?調整 カテゴリ:その他(カテゴリ未設定) 2024/05/12 21:10:25 |
 |
 |
スズキ エブリイ 前車のekワゴンは追突くらって全損となったため急遽お迎えすることになりました。 JOIN ... |
 |
その他 パナソニック パナソニックのオーダーフレームのクロモリロードバイク。 どうですか?っていうお誘いに食い ... |
 |
その他 その他 本気になってしまったので購入しました(汗) というか前車では限界?にきてしまった為に乗り ... |
 |
三菱 ミニカ インプの燃費とタイヤ代を考えると通勤車が必要!(前々から気付いていたんですが・・・)って ... |
