
着手は春先だったものの、注文部品が受注生産だったりエンジンの加工に時間が掛かったりでぶっちゃけ中3ヶ月以上は只の待ち状態だったポンさんのGC8エンジンオーバーホール作業。
八王子のナプレックさんより作業完了の連絡があったので、受け取りに行き、漸く作業が再開となりましたの回です。
エンジンのオーバーホールと言っても、シリンダーを掘り直すほどのガチのやつは金も時間も掛かるのであまりやらないのがヲレの方針。
余程酷いエンジンでない限り、ピストンリングを換えたりバルブシールを換えたりするくらいで大体復活してしまうし、ブローによる不動からの取り敢えずの早期復活というのが大命題なので、完璧なエンジンを作ろうと言う気がさらさら無いw
全バラにしてしっかり清掃、磨き上げ、本当に駄目そうな部品とシールなどの樹脂部品のみ新品にして組み直すだけでも充分に直ったりもするので、何か月も何十万円も掛ける位ならクルマ買い替えちゃった方がいいんじゃないの?
みたいな、コスパ重視のマシンメンテナンス方針なのは相変わらずです。
(元々クルマの修理屋さんですからね)
なので、加工屋さんにお世話になる事は少ない。
まぁ、歪んだヘッドの面研とか、原付のボアアップとかちょっとした小包でやり取りできるようなのは、チョコチョコお願いしていますが、今回ほどしっかりした依頼は随分久しぶりですね。

ナプレックさんは左入橋のすぐ裏手にあります。
この業界では老舗中の老舗で、ロータリーも出来るしエンジンの加工で頼めない事はないんじゃないでしょうか。
ココに頼んでおけば間違いないな、という安心感はあります。
ただ、待たされますね・・・w
完璧な仕事をしてもらう為には仕方がないな、という感じです。
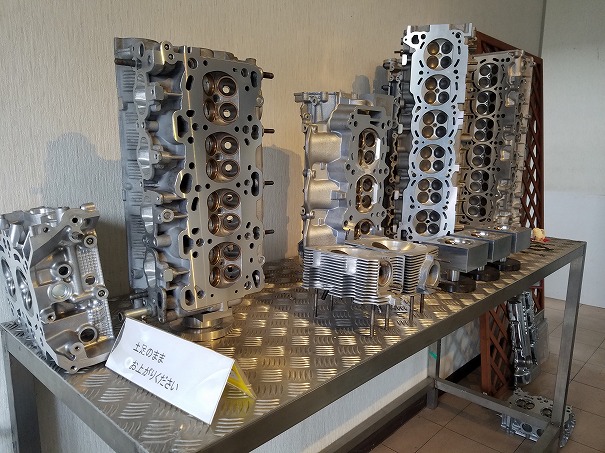
玄関ではピカピカしたヘッド達がお出迎え。
今回大きな箱4つ分の持ち込みとなったEJ20の加工依頼。
ヘッド左右に、ブロック左右ですからね・・重量もありますし、頼めば運送費だけでも片道12000円くらいにはなりそうです。
運送事故や紛失も怖いですので、自分で持ち込んで自分で取りに行きました。
最近はコロナの関係か土曜出勤されていないようなので、会社を早上がりして八王子まで行くしかありませんでした。
ヘッド左右の修正面研と、0.5ミリOSピストンに合わせたダミーヘッドボーリングとブロックの上面修正面研で11万円弱。
EJはやはりヘッドボルト締結時にかなり歪むので、ダミーヘッドは使った方が良いよと言われましたね。



ヘッドは0.10ミリ面研、ブロック上面は0.08ミリの面研となりました。
合計0.18ミリの面研にHKSピストン、純正の0.7ミリガスケットでは圧縮比が上がり過ぎてしまいそうなので、バージョンⅣまでの1.4ミリを使った方が良さそうですね。

美しい加工面、プラトーホーニング仕上げのシリンダー。

23万円分くらい購入したスバル純正部品達。
ジェネリックを一切含んでいないとこれくらいの金額になりますね。
ディーラーでの注文となりました。
以前取引があった部品商は、中継の古巣の板金屋が廃業したことと、部品間違いが余りに多いので、頼むのをやめてしまいました。
純正部品はレスが殆ど無いのでね、部品商経由で頼むメリットが殆ど無い。
今はモノタロウとディーラー注文でどうにでもなりますね。
「エンジン判るサービスマンをお願いしますね。」
久々に行く東京スバルは人が入れ替わってしまっていて、知らない人ばかり。
ヲレが注文票を作って持ち込んだ時、
72品目の部品番号の羅列にサービスマンは蒼い顔をしていましたね。
「全て打ち込みをして在庫の確認をしてきます・・・。」
PCVのホース1点とクランクメーンベアリングが欠品中だけど、ベアリングは千葉に1点あるようなので取り寄せできそうですとの事。
ホースは何かで代用出来そうだけど、クランクメタルが近在で残り1点か・・・
そんな感じでした。
沢山のオイルシールやバルブリフター、タイミングベルトにウォーターポンプ、アイドラー・・・GCは樹脂のカムスプロケを交換しないといけないので高くつきますね・・・。
ランチボックスをオマケでくれましたね。

バルブシールの交換。
加工に出したヘッドやブロックは切子などが残っているので、しっかり清掃してエアブローなどで完璧にきれいにしておきます。

意外と大変な古いバルブシールの撤去。
今回は専用のプライヤーを準備しておいたので楽勝です。
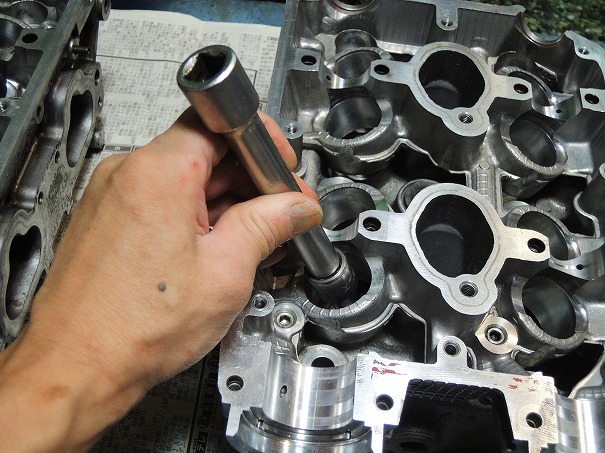

10ミリの12角ソケットなんかを治具に新しいシールを打ち込みます。
リフターの摺動面を傷にしないように注意して作業です。

今回初めて使うGDBG型用バルブスプリングリテーナー。
GC8のF/G型で18gなのに対して、約12gと6gの軽量化を果たしている。
16バルブで96gもの動弁系バネ下の軽量化となる。

GC8用と比べてもこんなに薄い。
平気なんだろうか?と心配になってしまうほど小さい。

治具が嵌まる立ち上がりが無い分組みにくいですね。
何度もズレてしまってやり直し。
まぁ、工具が適当なんで仕方が無いですが・・・。
(バルブスプリングコンプレッサーを持っていないw)

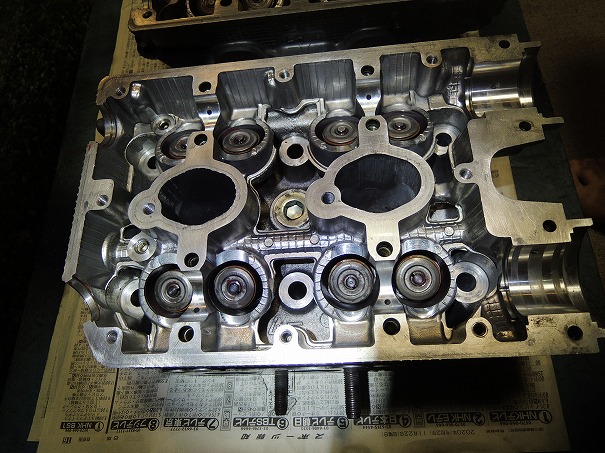
組み付けるとこんな感じ。
コッタがちゃんと嵌まっているか全数しっかり確認します。
これだけで腰や背中が痛くなり、弱音がかなり出る。
ミスが怖いので、集中力が続いているうちに作業を終わらせる事が大事です。

GDBCから採用のシムレスリフター。
1個2000円もする強者です。

ドナー購入したエンジンに付いていた既存のシムレスリフターでは計算上合わなかった8個は仕方なく注文。
部品番号の末尾がそのまま厚みの物もあれば、全然違うものもあるという迷走ぶり・・・騙されてはいけない。

GCの頃のリフター&シムの合計で42g程度あった重量が、33~34gと、ここも大幅な軽量化が図られている。
バルブリテーナーと併せると、15g/1ヶ所程も軽くなっており、合計で240gにもなる。
僅かな数値と思うかも知れないが、超高速で上下動する動弁系やピストンなどの軽量化はかなりの違いをもたらす。
慣性力が小さければ小さいほど、エンジンのレスポンスに影響するのである。

計算上決まった所にシムを置くんですが、ヘッドをブロックに取り付けるとまた少し変わる事もあるのでまだ仮組みですね。
最後にクリアランス測定をして変わらなければそのまま組み立て。
修正面研で歪みを取ってあるので変わらないかもですが、組んでみないと判らないですね。

取り敢えずヘッドは完成だね。

さて、お次は腰下となります。
東名のH断面コンロッド。
本当はピストンに合わせてHKSのH断面が良かったけどね・・・18マソってちょっと高すぎるよ。。
東名の7万円台が安く感じます。
それでも純正よりは遥かに高強度ですから充分でしょう。
GC8時代で610g、GDBで600gと少しづつ軽くなってきていますが、570gならダントツですね。

出荷状態で本気で締めてあるので緩めるのが大変でしたw
卓上の大型バイスで固定して緩めました。
7/16の12ポイントというボックスが必要になります。(12㎜でもいいと思うけどな)

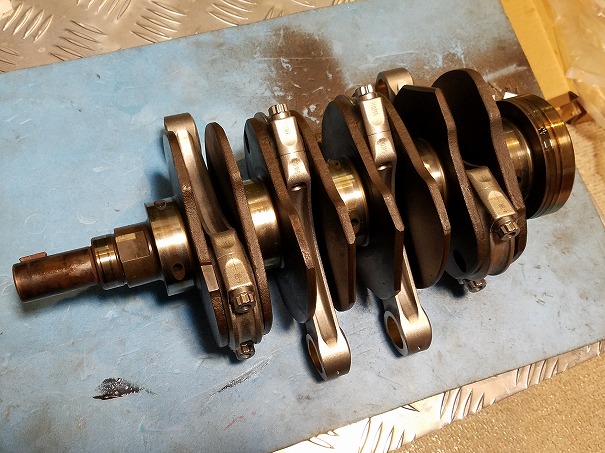
あとはGDB純正クランクシャフトと、クランクメーンベアリング、コンロッドベアリング(何れもSTDサイズ)。
細かい厚み設定が元からないEJのベアリング。
ジャーナルの修正研磨をした際に必要なアンダーサイズが2種類くらいあるだけで基本はSTDサイズで組むことになる。
クランクピンのメーンベアリングに関しては、整備書に基準値の記載すらなかったと思う。
まぁ、クランクメタルが逝かれてブローって聞いたことがないので、まずトラブらない所なんだろうねぇ。
今までいっぱいバラしてきたけど、再使用でも充分行けるくらい程度のいい物ばかりだった。
やはりオイル供給経路2番手となるコンロッド大端ベアリングをしっかり気を付けていれば問題ないという事なのだろう。
そうは言っても、エンジンは計測とデータが基本。
後で泣きを見ないように全てしっかり測っておきましょう。
先ずはコンロッドのベアリング。
コンロッドの向きやキャップの向きも決まっているので、しっかり合わせてプラスチゲージで測ります。

殆どバラツキもなく、0.03ミリ前後の値ですね。
標準値0.02~0.046ミリ(限度値0.064ミリ)とあるので、
全く問題ないと思います。


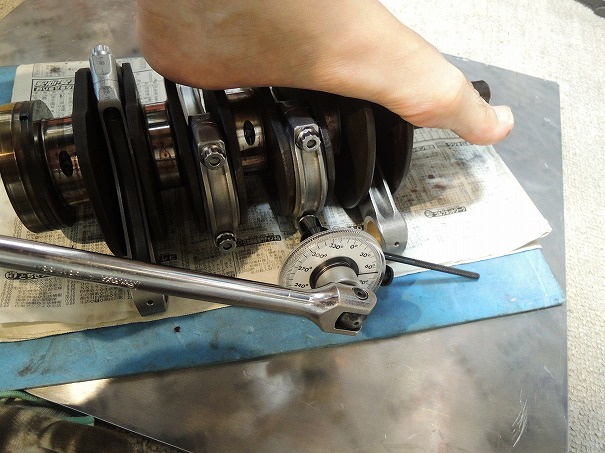
クランクシャフトの曲がりも見ておきましょう。
1番と5番に古いベアリングを置いてクランクシャフトを乗せ、3番のピンにダイヤルゲージを当てて針の振れを見ます。
針の振れは0.01ミリ以内。(限度値0.035ミリ)
ここも非常に優秀な値を示しています。
今回流用の為に準備したGDBCの腰下ですが、ブロックにしろクランクシャフトにしろ、GC用に比べても非常に剛性感が高く、摩耗や歪みなどが圧倒的に少ない印象です。

では最後にクランクのメーンベアリングも測定しておきましょう。
チョキチョキとプラスチゲージを切ってと。。
様々な測定器具がある。
ノギスにシクネスゲージ。
ダイヤルゲージにボアゲージ、マイクロメーターにと、場所に合わせて適宜使っていく測定機器だが、数百円で買えて簡単に使えるプラスチゲージという測定具がある。
主にクランクやコンロッド、カムなどのジャーナル部分(油圧潤滑する軸の摺動面の事)のクリアランス測定に使うプラスチックの棒である。
簡単なので簡易測定だと思われがちのプラスチゲージであるが、それは勘違いである。
挟み込むことで潰れ、その潰れ具合を幅で計測するというアナログ測定器であるが、それは常に賞味の実測値であり、正確無比なのでヲレは好んで使っている。
ジャーナルの径や、キャップの内径をマイクロゲージなどで計測し、その差から計算するという計測方法もあるにはあるのだが、点でしか計測出来ないので円の直径の計算だと数か所の計測値の平均を出さねばならないし、どうしても手で支える計測なので誤差も大きい。
僅かな表面の凹凸を拾ってしまえば簡単に数十ミクロンの誤差になってしまう。
1/1000ミリを測れるゲージであっても、結局机上の計算であり、実測値との差は思いの外大きいのである。
後はメッキ処理された硬い測定端子によって表面を傷にしてしまう事も怖い。
何度も何度も測ることが多いので、柔らかなシリンダー内壁やジャーナル面を傷にしてしまう心配がある事も見逃せない。
単にプラスチゲージは簡単で偉大であるという話です。

続いてクランクベアリングの隙間測定であるが、整備書でも重視していない箇所にも関わらず、測定の手間が尋常じゃないので割愛したい欲望に駆られますが・・・ちゃんとやっておきましょう。
多くの締結ボルトを使って二分割のシリンダーブロックを一度しっかり締め付ける必要がありますが、小ネジまで全て締め付ける必要はありません。
M10のベアリングキャップに当たる部分のボルトだけ締めれば値は出ます。
それでも右から左から10本。
充分に大変ですが。。
ここである事に気が付いて戦慄します。
ウォータージャケット内の締結ボルトのワッシャーがシールワッシャーだった事を思い出しました。
ヤベエ…頼んでなかったわ。。
本日中にシリンダーブロックの接合まで済ませる積りだったので大誤算です。
畜生・・自分のエンジンなんかは気にせずに再使用していたのでマークしてなかったな。
ひとのエンジンでは流石にそういう訳にはいかないでしょう。
取り敢えずシールワッシャーは即日注文するとして、メタルクリアランスの測定は済ませておきましょう。
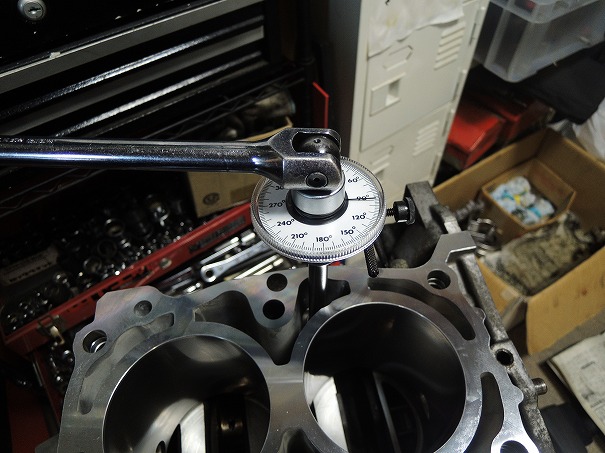
正確な角度締めで施工するために、こういったゲージが存在します。
以前は何でも対角締めとトルク管理で完結していたエンジンの組み立てですが、最近では角度締めの方がボルトの伸び率の管理が正確だということで、スタンダードとなっていますね。
最初の仮締めだけトルクレンチで締め付けて、あとは65°とか、90°で締め付けるという締結方法。
まぁ、理には適っていると思いますが、どうしても緩くない?と感じる部分もあるので、余計に締めたくなってしまう時もありますね。

クランクメーンベアリングも、0.38㎜前後で揃っていて問題ない感じ。
詰まらない欠品部品も出てしまったので、あとはコンロッドをクランクシャフトへ組み付けておく位しか出来ることがなくなってしまったな。

付属のモリブデングリスを塗布して、ARP製高強度ボルトで締め付けていきます。
グリスを付けるのは、滑り抵抗を均一にするためで、仮締めのイニシャルトルクを正確に行う為です。
初めに15Nmで締め付けをし、60~65°にて角度締めを行います。
足で踏みつけて押さえ込んでも浮き上がってしまう程のトルクです。
非常に固いボルトで、締付の際に伸びる感じが全然ありません。
細いのに凄いボルトですね。
この先でも折れることなく伸びるしなやかさがあるとすれば、純正の何倍も強度があるボルトだなと実感します。

東名パワードのプリントを全てフロント側へ向けて、キャップも指定の向きで間違いなく組み付けました。
アッセンブリールブをしっかり塗布してあります。
規定トルクで締め付けた後も、特に引っ掛かりなどが無く同じ程度の抵抗でコンロッドが回転する事を確認。

キャップもロット番号が同じ側に来ていれば間違いありません。
末尾3ケタが同じ数字であれば間違いなく相方です。
クランクシャフトアセンブリーが完成しました。
本日の作業はここまでですね。
シールワッシャーはやや納期が掛かるようで、部屋で出しっ放しだったエンジンも一度収納します。
今回は、柄にもなくかなり丁寧に作業しています。
この気遣いが組み上がりの差に出ればいいのですが、適当に組んでも最高の場合もあるし、めちゃくちゃ神経質に組んでもそれ程でもない・・みたいな事もあるのがエンジン製作。
運もあるなぁ。
でもまぁ、やった分くらいは結果で返してくれるのが機械だと信じるしかないので、出来る限りの事はやっておこうと。
とても気まぐれな友人のような、
エンジンとはそういう物ですかね。
 最近は会社が忙しくてヤバイ・・・疲れが取れない日々が続いています。。
最近は会社が忙しくてヤバイ・・・疲れが取れない日々が続いています。。
 漸く組み立てスタート
漸く組み立てスタート  着手は春先だったものの、注文部品が受注生産だったりエンジンの加工に時間が掛かったりでぶっちゃけ中3ヶ月以上は只の待ち状態だったポンさんのGC8エンジンオーバーホール作業。
着手は春先だったものの、注文部品が受注生産だったりエンジンの加工に時間が掛かったりでぶっちゃけ中3ヶ月以上は只の待ち状態だったポンさんのGC8エンジンオーバーホール作業。
 いつも面倒を見ているアルトワークス。
いつも面倒を見ているアルトワークス。
















 シェルビーズNO’20
シェルビーズNO’20




 盆休み前と言うのはどうしても立て込むな・・・。
盆休み前と言うのはどうしても立て込むな・・・。























